Станки по дереву б\у и новые. Рейсмусовые (пропускные) станки Электрооборудование станка
Модель: СР6-8 (ССЗ К расный металлист) продан, цена ________ руб. (секционный подающий вал, электроподъем стола, бесступенчатая регулировка скорости подачи)
Станки рейсмусовые б/у
модели СР6-8 б/у
предназначены для плоскостного строгания досок, брусков, щитов в заданный размер по толщине. Жесткая, литая станина коробчатого типа хорошо гасит вибрацию и сверху закрыта звукопоглощающим кожухом с эксгаустерной воронкой.
На станине установлены следующие узлы и механизмы:
- Четырёхножевой вал с приводом от электродвигателя через клиноременную передачу;
- Механизм подачи с цепным приводом от отдельного электродвигателя на 2 верхних подающих вальца. Передний верхний валец выполнен рифленым(секционным, что позволяет обрабатывать несколько заготовок, различающихся по толщине до 4 мм), задний - гладким. Скорости подачи от 8 до 24 м/мин обеспечивается бесступенчатым вариатором.
- Стол чугунный коробчатый формы имеет механизм ручного перемещения с приводом от маховика, механизм механического перемещения с приводом от электродвигателя и механизм фиксации стола. На столе установлены направляющие и два гладких ролика. Для устранения эффекта "подрезки" краев заготовки ролики выполнены регулируемыми по высоте;
- Когтевая защита(чугунная), предотвращающая выброс заготовки установлена перед подающими роликами;
- Прижимные элементы обеспечивающие качественную обработку материалов. Для предупреждения сколов древесины в месте выхода ножа для подпора волокон установлен передний прижим (Прижим выполнен секционным, каждая секция подпружинена).
Технические характеристики СР-6-8:
________________________________________
Размеры обрабатываемой заготовки, мм:
- ширина 630
- толщина 5÷200
- длина не менее 380
Наибольшая толщина снимаемого слоя, мм 5
Количество ножей, шт. 4
Диаметр ножевого вала, мм 130
Скорость подачи, м/мин (бесступенчатая) 8-24
Скорость мех-го перемещение стола, м/мин 0,125…..0,375
Необходимое кол-во воздуха для отвода стружки, м3/час 1800
Частота вращения вала, об/мин 5000
Суммарная мощность эл/двигателей, кВт 8,6
Скорость резания, м/мин 33,5
Габариты, мм 1100х1400х1300
Масса станка, кг 1550
Передний верхний валец выполнен рифленым(секционным, что позволяет обрабатывать несколько заготовок, различающихся по толщине до 4 мм):
Устройство верхнего подающего вала станка СР6-8:
.jpg)
Общий вид станка СР6-8:
.jpg)
Кинематическая схема станка СР6-8:
.jpg)
График зависимости ширины строгания от толщины снимаемого слоя станка СР6-8:
.jpg)
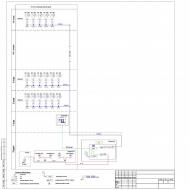
Схема электрическая принципиальная станка СР6-8:
.jpg)
РЕЙCМУСОВЫЙ СТАНОК СР6-9
Назначение и область применения
Рейсмусовый станок СР6-9 (рисунок 1) предназначен для продольного одностороннего фрезерования в размер по толщине поверхностей плоских заготовок из древесины. Рейсмусовый станок,деревообрабатывающий станок для плоского фрезерования (простругивания) досок, брусьев или щитов в размер по толщине. Применяется на предприятиях и в цехах по производству столярно-строительных изделий, клееных щитов, производствк мебели, деревянного домостроения и в др. деревообрабатывающих производствах.
Рисунок 1 – Рейсмусовый станок СР6-9
Основные технические характеристики
Режущий инструмент данного станка является ножевой вал. Односторонний Рейсмусовый станок имеют один ножевой вал, которым осуществляется рейсмусование (калибрование) заготовок; вал располагается над рабочим столом, по которому заготовка перемещается подающими вальцами. Толщину получаемой детали задают положением подъёмного рабочего стола. На Рейсмусовом станке можно фрезеровать заготовки шириной 315-1250 мм и толщиной 5-160 мм; диаметр ножевых валов 100-165 мм (на валу укрепляются 2 или 4 ножа), частота вращения валов около 5 тыс. об/мин. Скорость подачи заготовок в Рейсмусовом станке 5-30 м/мин, мощность электрического двигателя до 44 квт. В таблице 1 представлены основные технические характеристики Рейсмусового станка СР 6-9.
Таблица 1
Основные технические характеристики рейсмусового станка СР6-9
| Наибольшая ширина обрабатываемой заготовки | |
| Толщина обрабатываемой заготовки, мм | 5-250 |
| Наименьшая длина обрабатываемой заготовки, мм | |
| Наибольший съем древесины ножевым валом за один проход, мм | |
| Масса, кг | |
| Диаметр окружности резания, мм | |
| Скорость подачи (ступенчатая), м/мин | 8;16 |
| Скорость механического перемещения стола, м/мин. | 0,25 |
| Диаметр присоединительного патрубка эксгаустерной воронки, мм | |
| Мощность привода ножевого вала, кВт | 5,5 |
| Суммарная мощность всех электродвигателей, кВт | 6,87/7,57 |
| Габаритные размеры, мм | 1120х1315х1340 |
| Масса, кг |
Конструкция рейсмусового станка СР6-9

Рисунок 2 – Односторонний рейсмусовый станок СР6-9:
1 - рукоятка регулирования ролика; 2 – фиксатор ролика; 3 – станина; 4 – стол; 5 – механизм регулирования скорости подачи; 6 – механизм настройки стола; 7 – пульт; 8 – ограждение со стружкоприёмником; 9 – задний валец; 10 – задний прижим; 11 – ножевой вал; 12 – передний прижим; 13 – передний валец; 15 – опорный ролик; 16 – опорная башка фуговального приспособления; 17 – приводной валец стола; 18 – коробка передач.
Односторонний рейсмусовый станок СР6-9 показан на рис. 2. На цельнолитой станине 3 коробчатой формы расположены ножевой вал 11 и стол 4. Когтевая защита 14 предотвращает выброс заготовки из станка в процессе работы. Механизм подачи содержит передний приводной валец 13, установленный впереди ножевого вала. Подачу готовой детали при выходе ее из станка обеспечивают задний валец 9 и валец17 , смонтированный в столе 4.
Привод вальцов осуществляется от электродвигателя через механический вариатор и коробки передач 18. Перед ножевым валом установлен прижим 12 (стружколоматель), а за ножевым валом - задний прижим 10. Опорный ролик 15 предназначен для уменьшения сил трения заготовки о стол. Ролик можно регулировать по высоте относительно рабочей поверхности стола рукояткой 1 и фиксировать в заданном положении стопором 2.
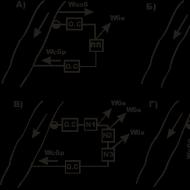
Технологическая схема рейсмусового станка СР 6-9
Рейсмусовые станки основаны на процессе фрезерования - рейсмусовании, при котором обрабатывается поверхность заготовки, противоположная базируемой. Рейсмусовые станки предназначены для обработки методом цилиндрического фрезерования брусковых и щитовых заготовок в размер по толщине. При рейсмусовании заготовка своей технологической базой опирается на установочную базу стола станка. Ножевой вал размещается над столом. При перемещении заготовки по столу вращающийся ножевой вал фрезерует верхнюю поверхность, формируя плоскую поверхность, параллельную базовой.

Рисунок 3 - Технологическая схема рейсмусового станка
Рейсмусовые станки работаю т по типовой технологической схеме, которая приведена на рисунке 2. На станине 1 станка установлен стол 3 с подающими вальцами 2, а также когтевая завеса 11, подпружиненные подающие вальцы рифленый 10 и гладкий 4 и ножевой вал 7. Валец 10 выполнен секционным, состоящим из нескольких подпружиненных колец на общем вале. Стол 3 при настройке на заданную толщину обрабатываемой детали может подниматься или опускаться с помощью винтов. Привод винтов может быть ручным и механическим.
Впереди и позади ножевого вала 7 расположены прижимные элементы. Передний прижимной элемент 8 выполнен в виде тяжелого чугунного колпака, шарнирно закрепленного на оси 6 и опирающегося регулировочными винтами 9 на упоры. Губка колпака рейсмусового станка опирается на обрабатываемую поверхность заготовки и выполнена секционной в виде ряда подпружиненных зубьев. Ширина зубьев равна 20 - 50 мм. Давление каждого зуба на древесину составляет 20 - 50 Н. Передний прижимной элемент рейсмусового станка выполняет следующие функции:
Предотвращает образование длинных опережающих трещин в заготовке при фрезеровании;
Служит защитным ограждением ножевого вала;
Исключает подбрасывание заготовки при ее обработке;
Направляет стружку в сторону ее удаления;
Рейсмусовые станки включают в свое устройство и задний прижимной элемент 5, который обеспечивает прижим за готовки к столу и предотвращает попадание стружки на гладкий валец 4. Валец дополнительно закрыт сверху щитком. Если стружка попадет на валец рейсмусового станка и будет подмята им, то обработанная поверхность будет испорчена. При работе в рейсмусовый станок можно подавать одновременно несколько заготовок, разнотолщинность которых может колебаться в пределах 1 - 5 мм. Секционное выполнение переднего верхнего вальца 10 и губки колпака 8 обеспечивает возможность обработки таких заготовок. Ножевой вал станка может вращаться с частотой 3500 - 4500 мин-1. Скорость подачи на станках – 5 - 30 м/мин.
©2015-2019 сайт
Все права принадлежать их авторам. Данный сайт не претендует на авторства, а предоставляет бесплатное использование.
Дата создания страницы: 2016-04-11
Станок поступил в марте 2019 года.
Производителем рейсмусового деревообрабатывающего станка СР6-9 является Ставропольский Станкостроительный завод Красный Металлист, -который с 1932 года специализировался на производстве деревообрабатывающихстанков. Завод был основан в 1902 году и расположен в городе Ставрополь.
Назначение, областьприменения: рейсмусового одностороннего станка СР6-9
Рейсмусовый станок СР 6-9 принадлежит модельнову рядурейсмусовых станков, выпущенных заводом "Красный Металлист" всередине восьмидесятых, а именно: СР3-6 (300 мм), СР6-9 (600 мм), СР8-1 (800мм).
Рейсмусовый односторонний станок СР-6-9 предназначен для продольного,одностороннего строгания в размер по толщине от 5 до 200 мм поверхностейплоских заготовок шириной до 630 мм, из древесины хвойных и лиственных пород свлажностью не более 15%. Станок СР-6-9 относится к универсальному оборудованиюи применяется в серийном и мелкосерийном производстве столярных изделий встроительной отрасли, мебельной, судостроении, вагоностроении.
Рейсмусовый станок СР-6-9 служит для плоского строгания(фрезерования) досок, брусьев или щитов в размер по толщине. Применяется напредприятиях и в цехах по производству столярно-строительных изделий, клееныхщитов, производствк мебели, деревянного домостроения и в др.деревообрабатывающих производствах.
Обработка заготовок производится 4- ножевым валомцилиндрической формы с клиновым закреплением ножей в корпусе вала. Передножевым валом установлен специальный прижим для подпора волокон древесины взоне резания и устранения заколов на обрабатываемой поверхности.
Стол, по которому подаются заготовки, литой жёсткойконструкции, оборудован поддерживающими вальцами для уменьшения трения приперемещении обрабатываемого материала.
Подъем и опускание стола по высоте в зависимости от толщиныобрабатываемого материала производится механически от отдельногоэлектродвигателя или вручную маховиком с последующей фиксацией, исключающейсамопроизвольное опускание стола.
Нижняя (базовая) поверхность заготовки должна бытьобработана на фуговальном станке. Отклонение базовой пласти заготовки не должнопревышать 0,15 мм на длине 1000 мм.
Подача заготовки - механическая. Устройство подачиприводится в движение от двигателя через редуктор.
Помещение, где устанавливается станок, должносоответствовать требованиям класса П-IIа по ПУЭ-98.
Технические характеристики рейсмусового станка СР-6-9
|
Наименование параметра |
|
|
Основные параметры |
|
|
Максимальная ширина строгания, мм |
|
|
Диапазон толщины обрабатываемых заготовок, мм |
|
|
Скорость механической подачи заготовки, м/мин |
|
|
Минимальная длина обрабатываемой заготовки, мм |
|
|
Наибольшая толщина снимаемого слоя за один проход, мм |
|
|
Частота вращения строгального вала (на холостом ходу), об/мин. |
|
|
Количество строгальных ножей на строгальном валу |
|
|
Диаметр строгального вала, мм |
|
|
Размер ножа: Длина, ширина, толщина, мм |
|
|
Электрооборудование станка |
|
|
Род тока питающей сети |
|
|
Количество электродвигателей на станке, шт |
|
|
Электродвигатель привода ножевого вала, кВт |
|
|
Электродвигатель привода подачи, кВт |
|
|
Суммарная мощность всех эл. двигателей станка, кВт |
|
|
Габарит и масса станка |
|
|
Габарит станка (длина х ширина х высота), мм |
1130 х 1360 х 1260 |
|
Масса станка СР6-9, кг |
|
Отличительные особенности рейсмуса СР 6-9 бу:

Рейсмусовый станок модели СР6-7 предназначен для одностороннего плоскостного строгания деревянных деталей и изделий на заданный размер по толщине.
Станок рейсмусовый допускает одновременную обработку нескольких заготовок с неравномерностью по толщине до 4 мм.
Реймусовый станок может быть использован на деревообрабатывающих производствах, в мебельных и модельных цехах, на строительных площадках и т.д.
Станок выполнен в виде замкнутой рамной конструкции, с размещением всех механизмов внутри станины. Материал станины - чугунное литье.
Стол реймусового станка имеет винтовой подъем и перемещается по высоте в зависимости от толщины пропускаемого материала вручную. Подача материала вальцовая.
В передний части станка смонтирована когтевая завеса. Станок снабжен приспособлением для заточки и фуговки ножей на станке, перемещение заточного приспособления - ручное.
Ножевой вал с закрепленными 4-мя строгальными ножами осуществляет главное движение резания.
Опоры ножевого вала выполнены на подшипниках качения и смазаны уникальной высокотемпературной смазкой на заводе.
Привод подающих валиков осуществляется от ножевого вала ременной передачей через четырехскоростную коробку подач и цепную передачу.
Коробка подач обеспечивает подачу в диапазоне 8-30 м/мин.
Вращение на приводной шкив обеспечивается по средствам 2-х клиноременных передач.
Передний подающий валик выполнен рифленым и состоит из отдельных секций шириной 50 мм. Каждая секция имеет внутреннюю и наружную обойму с резиновыми демпферами.
Прижим подающих валиков обеспечивается с помощью спиральных пружин.
Заточка ножей производится при неподвижном вале. Доводка ножей производится при вращающемся ножевом вале. Заточный круг установлен непосредственно на валу электродвигателя.
Ручное перемещение приспособления осуществляется специальной рукояткой.
Реймусовый станок СР6-7 Технические характеристики
Ширина строгания, наибольшая мм 630
Толщина обрабатываемого материала, наибольшая мм 200
Толщина обрабатываемого материала, наименьшая мм 5
Длина обрабатываемого материала, наименьшая мм 400
Толщина снимаемого слоя древесины, наибольшая мм 5
Число оборотов ножевого вала об/мин 5000
Диаметр корпуса ножевого вала мм 125
Режущий диаметр ножевого вала мм 128
Скорость резания м/сек 33,5
Число ножей ножевого вала шт. 4
Скорость подачи м/мин 8; 12; 20; 30
Способ подачи – вальцовый
подъем – ручной - -
размеры рабочей поверхности мм 1100х640
вертикальное перемещение мм 200
перемещение за один оборот лимба мм 2
цена деления лимба мм 0,1
Способ торможения – электромеханический
Электродвигатель привода ножевого вала
мощность кВт 7,5
число оборотов об/мин 3000
Электродвигатель привода заточного круга
мощность кВт 0,25
число оборотов об/мин 3000
Общая установленная мощность кВт 7,77
Род обрабатываемого материала - древесина любой породы
Габариты станка:
длина мм 1100
ширина мм 1360
высота мм 1500
Статьи по теме