Самодельный плазморез. Изготовление плазмореза своими руками из инвертора Плазменная сварка своими руками
Плазменная сварка является современной передовой технологией. До недавнего времени ее применение относилось только к промышленности. Такая сварка производилась на специальном оборудовании. Сейчас плазменный сварочный аппарат своими руками стал реальностью.
Плазменная сварка имеет ряд неоспоримых преимуществ по сравнению с другими видами сварки. Обладание технологией позволяет расширить возможность сварных соединений металлов в домашних условиях. Аппарат можно использовать и для точечной сварки (рис. 1).
Самодельный сварочный аппарат, в том числе аппарат для точечной сварки, состоит из следующих основных частей: источник сварочного тока, плазмотрон, компрессор или баллон с газом и система охлаждения.

Рисунок 1. Конструкция плазменного сварочного аппарата.
При использовании устройства открытого типа (наиболее распространенная конструкция) применяется также источник тока для образования вспомогательной дуги.
В качестве источника тока для сварочной дуги лучше всего использовать стандартный инвертор для электродуговой сварки небольшой мощности. Такой инвертор обеспечивает подачу постоянного тока в сварочную зону, за счет чего зажигается основная дуга между соплом плазмотрона и свариваемой деталью. Мощность инвертора может быть минимальной, так как мощность дуги значительно усиливается за счет потока плазмы (рис. 2).
Изготовление вспомогательного источника тока
Источник тока для вспомогательной дуги собирается самостоятельно. Он включает выпрямительный диодный мост, выходной трансформатор (дроссель) и балластовый (нагрузочный) резистор. Рекомендуются следующие детали: диоды на ток 50 А и рабочее напряжение до 500 В; резистор мощностью до 5 кВт. За счет балластового резистора напряжение на первичной обмотке трансформатора создается порядка 100 В при токе не более 20 А.

Рисунок 2. Конструкция плазменного генератора.
Трансформатор подбирается так, чтобы на вторичной обмотке напряжение составило порядка 20 В. Можно использовать любой трансформатор 110/24 В мощностью 1,6 кВт (например, типа ОСМ). В качестве балластового сопротивления можно использовать любой нагревательный элемент или сборку из нескольких нагревателей.
Сборка вспомогательного источника производится в металлическом щитке. На дне щитка устанавливается трансформатор. Если балласт выполняется из нагревателей, то их следует разместить отдельно в металлическом каркасе. В щитке устанавливается контактная колодка, на которую выводятся концы вторичной обмотки трансформатора, и подключается кабель для подведения тока к плазмотрону.
Выбор источника газа и системы охлаждения
В качестве источника плазмообразующего газа, может использовать автомобильный компрессор для подачи сжатого воздуха мощностью до 50 л/мин. Если вместо газа используется водяной пар, то следует установить стандартный небольшой парогенератор. В этом случае следует использовать только дистиллированную воду.
Охлаждение анода плазмотрона может основываться на автомобильной стеклоочистительной системе. Если есть возможность, то лучше обеспечить охлаждение от водопроводной сети через резиновые шланги.
Как все выглядит?
Плазмотрон состоит из двух основных блоков – анодного и катодного. Анодный блок включает анод, выполненный в виде сопла, и корпус для крепления анода, в котором необходимо разместить охлаждающую рубашку (трубки, змеевик). На корпусе анода закрепляется винт для подведения электропитания.

Рисунок 3. Схема плазмотрона.
Катодный блок состоит из следующих основных частей: корпус блока, держатель катода, катод. В качестве катода используется вольфрамовый сварочный электрод диаметром 4 мм, который совмещен с хвостовиком. Верхняя часть хвостовика завершается регулировочным винтом с изолированной ручкой. Катод закрепляется в держателе катода. Держатель катода состоит из нескольких участков.
Нижний участок – заостренная трубка небольшого диаметра, выполняющая роль направляющей для катода. Средний участок – втулка с внешней резьбой для крепления на корпусе и внутренним каналом для прохождения электрода. Верхний участок – трубка для крепления электрода. Ее внутренний диаметр соответствует диаметру хвостовой части катода. Держатель катода устанавливается внутри корпуса, который выполнен из полимерной трубы. В корпусе катодного блока предусмотрено отверстие и соответствующий штуцер для подачи плазмообразующего газа. Газ подается через трубку, размещенную в пространстве между нижней частью держателя и корпусом. В держателе предусмотрен винт для подключения электрического питания. В корпусе просверлено отверстие для прохождения провода (кабеля) (рис.3).
Изготовление анодного блока
Анод изготавливается как медный колпачок (в виде шляпы). Общая длина анода – 10-15 мм. Нижняя торцевая часть (бортик) имеет диаметр 20-25 мм и длину 3-4 мм. Цилиндрическая часть – диаметром 15-20 мм. В центре анода на всю длину сверлится отверстие диаметром 1,8-2 мм. На цилиндрической части анода нарезается резьба для закручивания его в корпус.

Корпус анодного блока желательно изготовить из бронзы, но можно и из стали, в виде двух цилиндров (труб), между которыми располагается охлаждающая рубашка. Цилиндры свариваются (спаиваются) между собой. Наружный диаметр внешнего цилиндра рекомендуется 50-80 мм. Но размеры цилиндров могут быть любыми с учетом найденных труб. Главное условие: корпус должен состоять из двух цилиндров, которые входят друг в друга, при этом внутренний диаметр должен быть равен диаметру цилиндрической части анода, а между цилиндрами должны располагаться трубки охлаждающего змеевика. Длина корпуса – 30-60 мм.
На цилиндре нарезается резьба с обоих торцов. На нижнем торце резьба нарезается внутри и предназначена для крепления анода, на верхнем торце – внутри внешнего цилиндра для соединения с катодным блоком. На наружном цилиндре изготавливается отверстие с резьбой для установки винта, обеспечивающего подключение кабеля.
Изготовление катодного блока
Корпус катодного блока изготавливается из полимерной или текстолитовой трубы диаметром равным внутреннему диаметру внешнего цилиндра анодного блока. На нижнем торце трубы нарезается внешняя резьба для соединения с корпусом анодного блока. Внутри корпуса нарезается резьба для ввинчивания держателя катода. Длина корпуса 7-10 см.
Держатель катода изготавливается из бронзы или стали и имеет разный диаметр на разных участках. Нижний участок, длиной в 15-20 мм, выполняется в виде заостренной трубки диаметром в 8-10 мм и внутренним диаметром в 5-5,5 мм.

Средний участок, длиной в 20-25 мм, имеет диаметр равный внутреннему диаметру корпуса катодного блока. На этом участке нарезается резьба для крепления на корпусе.
Диаметр внутреннего канала должен быть не менее 5 мм. Верхний участок, длиной в 30-40 мм, имеет диаметр 10-15 мм. Внутренний диаметр этого участка 6-7 мм. На верхнем участке держателя нарезается внутренняя резьба для крепления электрода. Снаружи в верхней части нарезается резьба на длине 20-25 мм для установки стопорной гайки. Такой держатель лучше всего изготовить на токарном станке.
Катод изготавливается из стандартного вольфрамового сварочного электрода диаметром 4 мм. Его конец заостряется. Вольфрамовый стержень длиной в 40-50 мм прочно соединяется с хвостовиком катода, на котором нарезается резьба для крепления на верхнем участке держателя катода. Длина хвостовика 40-60 мм, диаметр 6-7 мм. Верхняя часть хвостовика переходит в регулировочный винт (любой формы), который, в свою очередь, имеет ручку из изоляционного материала. Катод закручивается во внутренний канал держателя так, чтобы его заостренный конец вышел из нижнего (направляющего) участка держателя на 5-10 мм. Путем вращения ручкой положение катода можно изменять.
Для ограничения и контроля продольного перемещения катода служит стопорная гайка, установленная на держателе.
В корпусе катодного блока на уровне нижнего участка держателя сверлится отверстие и устанавливается штуцер для подачи плазмообразующего газа. Газ подается через трубку, размещенную в пространстве между нижней частью держателя и корпусом. В держателе предусмотрен винт для подключения электрического питания. В верхней части корпуса просверлено отверстие для прохождения провода (кабеля).
Сборка плазмотрона
Вначале собирается катодный блок в следующей последовательности. Электрод вкручивается в держатель. Затем держатель вкручивается в корпус. К винту держателя подключается провод, который выводится через отверстие в корпусе. Катодный корпус вкручивается в анодный корпус. Снизу в анодный корпус вкручивается анод. Электрод дополнительно подкручивается так, чтобы стержень уперся в анод. Стопорная гайка на держателе устанавливается по этому положению электрода.
Сборка сварочного аппарата

Сборка сварочного аппарата включает в себя следующие операции. К контактному винту анодного блока плазмотрона присоединяется одна из жил сварочного кабеля от инвертора, вторая закрепляется на свариваемой детали. К штуцеру в анодном блоке присоединяется шланг охлаждения, а к штуцеру катодного блока – шланг от компрессора. На контактных винтах анодного и катодного блоков плазмотрона закрепляется кабель от трансформатора питания вспомогательной дуги. При зажигании вспомогательной дуги катод касается анода и затем быстро отводится на 2-3 мм.
Необходимый инструмент и оборудование.
При изготовлении самодельного сварочного аппарата необходимо использование следующего инструмента:
- сварочный аппарат;
- электродрель;
- болгарка;
- фрезер;
- напильник;
- ножовка по металлу;
- тиски;
- круг наждачный;
- плоскогубцы;
- отвертка;
- ключи гаечные;
- зубило;
- молоток;
- штангенциркуль;
- метчик;
- плашка;
Плазменная сварка современный эффективный вид сварки. Самодельный сварочный аппарат поможет производить практически любые сварочные работы, в том числе работать как сварочный аппарат для точечной сварки.
Резка металла осуществляется несколькими способами – механическим методом, дуговой сваркой или воздействием плазмы с высокой температурой. В последнем случае в качестве источника питания можно использовать инвертор. Для изготовления своими руками эффективного плазмореза потребуется ознакомиться со схемой и принципом работы устройства.
Схема плазменного резака
Обработка металлических поверхностей, их резка и контролируемое деформирование происходит с помощью струи воздуха или инертного газа. Давление и наличие воспламеняемого компонента (электрода) обеспечивает формирование области плазмы. Она оказывает влиянием высокой температурой и давлением на область заготовки, в результате чего происходит ее разрезание.
Особенности изготовления плазмореза на основе инверторного сварочного аппарата:
- Предварительный расчет мощности оборудования. Определяющий параметр – толщина и свойства разрезаемого материала.
- Мобильность конструкции и ее габариты.
- Продолжительность непрерывного реза.
- Бюджет.
Последний показатель не должен влиять на качество, а главное – безопасность работы самодельного плазменного резака. Рекомендуется использовать максимум компонентов заводского изготовления.
Инверторный сварочный аппарата – это источник дуги для розжига плазмы. Также он применяется по прямому назначению – формирование соединительных швов. Для комплектации плазмореза нужно приобретать только заводские модели, так как самодельные не смогут обеспечить стабильность работы.

Для обеспечения мобильности нужно купить инвертор с функцией аргонодуговой сварки. В его конструкции предусмотрено место для подключения шланга от источника воздуха или инертного газа. Средняя стоимость – 19 500 рублей.
Дополнительно потребуются следующие компоненты:
- Резак с функцией подачи электричества, проволоки (электрода) и воздуха.
- Компрессор. Он нужен для нагнетания газа, альтернатива – заправленные баллоны.
- Кабель-шланговый пакет. Это магистрали для электричества, воздушный шланг и устройство для подачи проволоки.
Из всего перечня сделать своими руками можно только ручку для резака. Именно она чаще всего выходит из строя из-за постоянного температурного воздействия. Размеры и эксплуатационные свойства остальных компонентов должны отвечать стандартам качества.
Пошаговая инструкция по сборке
По сути плазморез не изготавливается, а собирается из вышеописанных элементов. Предварительно проверяется возможность подключения отдельных компонентов, уточняются режимы работы – величина подаваемого тока от инвертора, интенсивность воздушной струи, температура плазмы.

Дополнительно нужно использовать манометр для контроля давления в воздушной магистрали. Оптимальный вариант расположения – на корпусе . На держателе он будет мешать точному формированию реза.
Порядок работы:
- Проверить питание инвертора.
- Проконтролировать герметичность воздушной магистрали.
- Установить давление струи инертного газа на требуемый уровень.
- Подключить отрицательный электрод инвертора к заготовке.
- Проверка дуги, активация подачи воздуха.
- Плазменная резка.
Ширина реза должна быть небольшой, без существенной деформации металла по краям. Максимальная толщина обрабатываемого материала — до 3 мм. При увеличении этого параметра инвертор заменяется на более мощный трансформатор.
В процессе резания возникают проблемы – отсутствие комплектующих, нестабильный режим установки. Вероятные последствия – невозможность продолжать работу, некачественный рез. Выход – тщательно подготовиться к этому мероприятию.

- Запасные прокладки для воздушной магистрали. Частое переключение приводит к их стиранию и потере герметичности.
- Качество сопла. При длительном температурном воздействии оно может засориться, изменить геометрию.
- Электроды только из тугоплавких материалов.
- Причина поломки самодельных резаков – возникновение 2-х воздушных вихрей, что приводит к деформации сопла.
- Обязательно выполнять работы только в защитной одежде.
Домашние мастера, занимающиеся обработкой металла, сталкиваются с необходимостью раскраивать металлические заготовки. Это можно сделать при помощи угловой шлифовальной машины (болгарки), кислородного резака или плазмореза.
- Болгарка. Качество среза очень высокого уровня. Однако выполнить фигурный раскрой невозможно, особенно если это касается внутренних отверстий с изогнутыми краями. К тому же есть ограничения по толщине металла. Тонкие листы резать болгаркой невозможно. Главное преимущество – ценовая доступность;
- Кислородный резак. Может вырезать отверстие любой конфигурации. Но добиться ровного среза невозможно в принципе. Края получаются рваными, с каплями оплавленного металла. Тяжело режется толщина более 5 мм. Приспособление не слишком дорогое, но требуется иметь большой запас кислорода для работы;
- Плазморез. Доступным этот прибор не зазовешь, но высокая стоимость оправдана качеством среза. После раскроя, заготовка практически не нуждается в дополнительной обработке.
Учитывая неподъемную для большинства домашних мастеров цену – многие умельцы «кулибины» изготавливают плазменный резак .
Способов несколько – можно создать конструкцию полностью «с нуля», или использовать готовые приспособления. Например – из сварочного аппарата, несколько модернизированного под новые задачи.
Изготовить плазморез своими руками реальная задача, но сначала необходимо понять, как он работает.
Общая схема изображена на иллюстрации:

Устройство плазмореза
Блок питания.
Он может быть сконструирован по-разному. Трансформатор имеет большие габариты и массу, но позволяет резать более толстые заготовки.
Потребление электроэнергии выше, это необходимо учитывать при выборе точки подключения. Такие блоки питания мало чувствительны к перепадам входного напряжения.
Работу по раскрою металлических листов выполнить не так-то просто без специального оборудования. Поэтому все домашние мастера, который сталкиваются с подобной задачей, должны позаботиться о наличии в своем арсенале такого инструмента, как аппарат ручной плазменной резки. Это оборудование отличается компактными размерами и позволяет в домашних условиях легко разрезать железные листы на фрагменты подходящего размера.
Этот инструмент обладает множеством достоинств, главным из которых является то, что во время разделения заготовок на отрезки владельцу не придется впоследствии заниматься обработкой краев деталей. Чтобы упростить работу с этим оборудованием, нелишним будет каждому домашнему умельцу получить представление о существующих разновидностях этих аппаратов, их конструкции, принципе работы и правилах выбора.
Оборудование для плазменной резки металла
Все многообразие подобных инструментов можно классифицировать на две основные группы:
- производственного;
- домашнего назначения.
Особенностью аппаратов, представляющих первую группу, являются большие размеры и значительный вес. В их конструкции предусмотрено ЧПУ (числовое программное управление). Это приспособление упрощает изготовление деталей различных форм.
Работа с таким оборудованием заключается в разработке макета с использованием специального программного обеспечения. Именно на него впоследствии придется ориентироваться во время выполнения работы. После этого созданный в требуемом формате файл поступает на машину , а там уже выполняется его отрезание. Стоит заметить, что подобное оборудование недешево: цена на эти агрегаты может достигать десятков тысяч долларов.
 Более простое устройство имеют аппараты, предназначенные для плазменной резки в домашних условиях. По своему исполнению они имеют вид компактного блока
, который работает от электроэнергии и дополнен такими компонентами, как шланг и наконечник, обеспечивающие электрическую дугу. Именно благодаря ей и выполняется резка.
Более простое устройство имеют аппараты, предназначенные для плазменной резки в домашних условиях. По своему исполнению они имеют вид компактного блока
, который работает от электроэнергии и дополнен такими компонентами, как шланг и наконечник, обеспечивающие электрическую дугу. Именно благодаря ей и выполняется резка.
Также дуга позволяет разделять железные листы и обеспечивать высокое качество краев. Учитывая, что для разрезания заготовки используется необычный инструмент в виде ножовки или диска, владельцу не придется тратить время и силы на дополнительную шлифовку деталей. Оборудование для домашнего использования привлекательно тем, что его можно перевозить в любое место, а также хранить и использовать на протяжении длительного времени.
 Предлагаемые на рынке модели устройств для плазменной резки рассчитаны на работу с различными видами материалов, что определяется типа газа, который имеется в механизме. При помощи воздушно-плазменного типа установок можно заниматься резкой заготовок из черных металлов и их сплавов
. Если возникла задача по разделению деталей из цветных металлов и их комбинаций, желательно применять оборудование, где используются неактивные элементы наподобие водорода, азота или аргона. Однако к подобному варианту газовой резки в бытовых условиях прибегают нечасто.
Предлагаемые на рынке модели устройств для плазменной резки рассчитаны на работу с различными видами материалов, что определяется типа газа, который имеется в механизме. При помощи воздушно-плазменного типа установок можно заниматься резкой заготовок из черных металлов и их сплавов
. Если возникла задача по разделению деталей из цветных металлов и их комбинаций, желательно применять оборудование, где используются неактивные элементы наподобие водорода, азота или аргона. Однако к подобному варианту газовой резки в бытовых условиях прибегают нечасто.
Отличие аппаратов прямого и косвенного действия
 Сегодня можно найти различные варианты ручных аппаратов, в которых реализован различный принцип функционирования. Работа установок прямого действия основывается на использовании электрической дуги. Последняя выглядит как цилиндр
, и к ней непосредственно подведена струя газа. Благодаря подобной конструкции дуга нагревается до высоких температур порядка 20 000 градусов. И в то же время она способна эффективно охлаждать прочие элементы устройства.
Сегодня можно найти различные варианты ручных аппаратов, в которых реализован различный принцип функционирования. Работа установок прямого действия основывается на использовании электрической дуги. Последняя выглядит как цилиндр
, и к ней непосредственно подведена струя газа. Благодаря подобной конструкции дуга нагревается до высоких температур порядка 20 000 градусов. И в то же время она способна эффективно охлаждать прочие элементы устройства.
Если говорить об установках косвенного действия, то их особенностью является меньший КПД. Именно этим и обусловлено то, что к ним прибегают не так часто.
Говоря про их устройство, следует отметить, что основная цель здесь заключается в размещении активных точек цепи на трубе либо специальном вольфрамовом электроде . Оборудование косвенного действия получило распространение для напыления, нагрева металлических устройств, причем в качестве режущего оборудования их не используют. В большинстве своем с помощью подобного ручного механизма выполняют ремонт автомобильных узлов, не прибегая к извлечению их из корпуса.
 При этом подобным установкам присуща одна общая особенность: они способны работать только при наличии воздушных фильтров и охладителей. Польза от первых заключается в увеличении срока службы катода и анода, ускорении запуска механизма, который эксплуатируется довольно долго.
При этом подобным установкам присуща одна общая особенность: они способны работать только при наличии воздушных фильтров и охладителей. Польза от первых заключается в увеличении срока службы катода и анода, ускорении запуска механизма, который эксплуатируется довольно долго.
Что же касается второго элемента, то он необходим для увеличения эксплуатационного ресурса аппарата, работающего в непрерывном режиме. Оптимально, когда в течение часа беспрерывной резки этим аппаратом выделяют на отдых порядка 20 минут. Эти характеристики являются очень важными и должны учитываться вне зависимости от типа исполнения выбираемого устройства.
Конструкция ручного плазмореза
 Возможность выполнять свою функцию подобному аппарату обеспечивает подача сильно нагретого воздуха на металлический лист. В условиях температуры, достигающей нескольких десятков тысяч градусов, при которой происходит нагрев кислорода
, последний под большим давлением поступает на поверхность, что приводит к ее резке.
Возможность выполнять свою функцию подобному аппарату обеспечивает подача сильно нагретого воздуха на металлический лист. В условиях температуры, достигающей нескольких десятков тысяч градусов, при которой происходит нагрев кислорода
, последний под большим давлением поступает на поверхность, что приводит к ее резке.
Более быстрое выполнение этой операции обеспечивается с учетом ионизации электрическим током. Продлить срок службы подобного оборудования можно при условии, что в его оснащении будут присутствовать следующие элементы:
- Плазмотрон . Имеет вид резака, в обязанности которого входит выполнение основных задач;
- Плазморез . Это устройство может быть выполнено в варианте прямого или косвенного воздействия;
- Сопло . Это приспособление превосходит по функциональности все прочие элементы оборудования. Оно дает понять, для выполнения резки какой сложности предназначена конкретная модель;
- Электроды . Ими оснащаются отдельные виды устройств;
- Компрессор . С его помощью создается мощный воздушный поток.
Как сделать плазморез из инвертора - инструкция
При желании подобное оборудование в состояние изготовить своими руками любой владелец. Однако, чтобы самодельный плазморез смог эффективно выполнять свою работу, необходимо соблюсти все правила. В подобном деле инвертор будет практически незамени м, так как при помощи этого устройства будет обеспечена надежная подача тока. За счет него в работе плазмореза не будет возникать перебоев, а также удастся уменьшить расход электроэнергии. Однако при этом у него имеются и недостатки: он рассчитан на резку материала меньшей толщины, нежели при использовании трансформатора.
Выбор элементов
Если вы решили самостоятельно изготовить плазморез, то вам следует подготовить необходимые материалы и оборудование:

Сборка
 Еще до начала сборки самодельного плазмореза не помешает выяснить, совместимы ли компоненты, приобретенные вами между собой. Если вам ранее не приходилось изготавливать своими руками аппарат плазменной резки, то желательно обратиться за помощью к более опытным мастерам.
Еще до начала сборки самодельного плазмореза не помешает выяснить, совместимы ли компоненты, приобретенные вами между собой. Если вам ранее не приходилось изготавливать своими руками аппарат плазменной резки, то желательно обратиться за помощью к более опытным мастерам.
Проведя анализ мощности каждого необходимого элемента, они дадут вам свою рекомендацию. Обязательно стоит позаботиться о наличии защитного комплекта одежды . Его вам придется использовать, когда настанет время проверить работоспособность самодельного плазмореза. Если говорить о процедуре сборки оборудования для плазменной резки, то она включает в себя следующие этапы:

Вне зависимости от того, планируете ли вы изготавливать плазморез своими руками или же приобрести его в магазине, вначале следует изучить все модели, познакомиться с принципами их работы и вариантами исполнения. Важным моментом является и тип материала, который планируется в дальнейшем резать с помощью этого оборудования. Упростить себе задачу по выбору вы сможете, если вначале посмотрите видео, в котором показывается принцип действия аппарата ручной плазменной резки и технология работы с ним.
Средняя стоимость оборудования
Сегодня в магазинах представлено большое количество оборудования для ручной резки металлов, которые предлагаются по различным ценам. Причем на стоимость этих аппаратов будут оказывать влияние несколько факторов:

Избежать ошибок на этапе выбора инструмента для резки металлов можно при условии, что вы посетите несколько магазинов и сравните условия, на которых вам готовы продать это оборудование. Рассматривая различные модели плазморезов , сразу следует поинтересоваться ценами на комплектующие, без которых не обойтись, если придется выполнять ремонт этого оборудования. В среднем цены запасные части к плазморезам с учетом толщины среза находятся в следующем диапазоне:
- При толщине не более 30 мм – 150–300 тыс. руб.;
- При толщине не более 25 мм – 81–220 тыс. руб.;
- При толщине не более 17 мм – 45–270 тыс. руб.;
- При толщине не более 12 мм – 32–230 тыс. руб.;
- При толщине не более 10 мм – 25–20 тыс. руб.;
- При толщине не более 6 мм – 15–200 тыс. руб.
Заключение
 Оборудование для плазменной резки металлов является высокотехнологичным устройством, которое способно заметно упростить выполнение работы по разрезанию различных металлических изделий. Причем отнюдь не обязательно приобретать дорогое оборудование в магазине, каждый владелец может изготовить этот аппарат своими силами.
Оборудование для плазменной резки металлов является высокотехнологичным устройством, которое способно заметно упростить выполнение работы по разрезанию различных металлических изделий. Причем отнюдь не обязательно приобретать дорогое оборудование в магазине, каждый владелец может изготовить этот аппарат своими силами.
Для этого достаточно подготовить все необходимое оборудование и в точности следовать технологии сборки плазмореза. Даже изготовленный своими руками плазморез способен обеспечить такое же качество резки стальных деталей, как и оборудование, предлагаемое в магазинах.
На промышленных предприятиях, небольших мастерских, при проведении строительных и ремонтных работ используются ручной плазморез, когда необходимо сделать сварку или резку изделий из металла, а также специальное оборудование оснащенное системами ЧПУ. Для выполнения небольших по объему работ, может использоваться плазморез собранный своими руками из инвертора, который способен обеспечить высокое качество реза или шва с учетом выполняемых операций.
Принцип действия плазмореза
При включении источника питания ток начинает поступать в рабочую зону во внутреннюю камеру плазмореза, где активируется электрическая дежурная дуга между наконечником сопла и электродом. Образующая дуга заполняет канал сопла, куда под большим давлением начинает подаваться воздушная смесь, которая за счет высокой температуры 6000-8000 °C сильно нагревается и увеличивается в объеме от 50 до 100 раз. За счет внутренней формы сужающегося сопла, которое имеет форму конуса поток воздуха, сжимается, разогреваясь до температуры на выходе равной 25000 — 30000 °C, с образованием плазменной струи производящей резку обрабатываемой болванки. Причем первоначально активированная дежурная дуга гаснет и активируется рабочая между электродом и изделием из металла. Образующиеся продукты от воздействия плазменного горения и плавки металла удаляются за счет силы струи.
Рис 1 Проведение операций по разделке металла, где необходим раскрой или сварка изделия, используя ручной самодельный изготовленный своими руками или профессиональный плазморез.
Оптимальными показателями для рабочего процесса являются:
- подача газа со скоростью до 800 м/сек;
- показатель тока может составлять до 250 — 400 А.

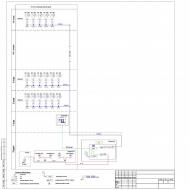
Схема 1. Чертеж процесса плазменной разделки обрабатываемого изделия.
Ручной плазморез собранный с использованием инвертора в основном применяется для обработки заготовок и отличается небольшим весом и экономным расходом электроэнергии.
Подбор составных частей плазмореза
Для сборки плазменного резака, используя чертежи (на базе инвертора), своими руками необходимы агрегаты:
- устройство подачи газа под давлением – компрессор;
- плазменный резак;
- электротехническое устройство – инвертор, обеспечивающий силу тока для образования электрической дуги;
- рабочие шланги высокого давления для подачи воздуха и защищенный электрический кабель.
Для подачи воздуха подбираем компрессор с учетом выходного объема в течение 1 мин. Производственные компании выпускают 2 вида компрессоров:
- аппарат поршневой;
- аппарат винтовой (который обладает меньшим расходом электроэнергии, легче, но 40-50% дороже).

Рис. 2 Плазморез (аппарат) с комплектом кабеля для резака и соединения с заготовкой (в качестве анода).
Поршневые компрессоры подразделяются на масляные и без применения масла, по принципу привода — с ременным или прямым соединением элементов.
При эксплуатации компрессоров необходимо соблюдать ряд правил:
- при отрицательной температуре окружающей среды необходимо предварительно прогревать масло, содержащееся в картере;
- необходимо регулярно менять воздушный (входной) фильтр;
- строго контролировать уровень масла в картере;
- не реже 1 раз полгода необходимо осуществлять полную очистку агрегатов от посторонних примесей;
- по окончании работ необходимо сделать сброс давления (с помощью регулятора) в системе.
При ремонтных работах часто используется продукция компании ORLIK KOMRESSOR (Чехия). Аппарат ORL 11 позволяет производить резку заготовки с использованием силы тока 200-440 А и воздушно-газового потока поступающего под давлением.
В комплект оборудования входит:
- компрессор;
- блок фильтров магистральных для воздушно-газовой смеси;
- осушители газа;
- ресивер.
На выходе из агрегата поступает очищенный воздух от масла, пыли и влаги. Примером винтовых компрессоров является продукция фирмы Atlas Copco (Швеция) серии СА. Устройство оснащено для очищения воздуха автоматической системой удаления конденсата.
Плазматрон — специальный аппарат, в котором с помощью электрического тока образуется электродуга разогревающая в камере подаваемый под давлением воздух с образованием режущего потока плазмы.
Резак состоит из элементов:
- специального держателя с электродом;
- изолирующей прокладки разделяющей сопло и электродный узел;
- камеры образования плазмы;
- сопла выходного для образования плазменной струи (см. чертежи);
- снабжающих систем;
- элементов тангенциальной подачи плазмы (на некоторых моделях) для стабилизации дугового разряда.
По способу выполнения работ (сварка или резка) резаки подразделяются:
- Двухпоточные, используемые в восстановительных, окислительных и инертных средах.
- Газовые инертные (с использованием гелия, аргона), восстановительные (водорода, азота).
- Газовые окислительные (в состав воздушно-газовой смеси входит кислород).
- Газовые с применением стабилизационной (газожидкостной) дуги.
Катод плазматрона изготавливается в виде стержня или вставок из вольфрама, гафния, циркония. Широкое распространение получили плазматроны с гильзовым катодом, применяемым при резке с использованием воздушно-газовой потока под давлением.
Для проведения резки изделий в окислительной среде используется пустотный катод, изготовленный из меди с принудительной системой охлаждения с помощью воды.

Рис. 3 Переносной аппарат (инвертор) для осуществления плазменной резки.
Плазморез двухпоточный (инверторный) оснащаются 2-мя соосными соплами наружным и внутренним. Поступающий газ во внутреннее сопло считается первичным, а наружное – дополнительным, причем газы могут иметь различный состав и объем.
Плазморез со стабилизацией дуги за счет подачи газожидкостного потока имеет отличие, которое заключается в подаче воды в факельную камеру для стабилизации состояния дугового разряда.
Для активации рабочей дуги в качестве анода используется заготовка, которая с помощью зажимов и кабеля подсоединяется к инвертору.
В качестве энергетической установки для осуществления процесса плазменной резки используется устройство (инвертор), обеспечивающее необходимую силу тока, которое обладает более высоким КПД, чем трансформатор, но возможности по обработке металла у трансформатора значительно выше.

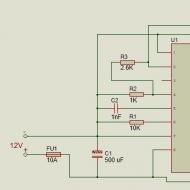
Схема 2. Чертеж источника питания плазматрона своими руками.
Преимущества инвертора:
- возможность равномерно изменять параметры;
- небольшой вес;
- устойчивое состояние рабочей дуги;
- высокое качество реза или сварки.
В комплект оборудования также входит набор шлангов высокого давления для подсоединения стационарного компрессора и соединительный электрический кабель.
Для сборки плазмореза своими руками разрабатывается схема устройства с указанием необходимых агрегатов отвечающих требуемым характеристикам, которая должна включать все дополнения и изменения, используемые при сборке с приведением необходимых расчетов наиболее важных показателей. Самодельный плазморез своими руками можно собрать, используя готовые блоки и агрегаты, производимые специализированными компаниями при этом необходимо сделать точные расчеты и согласование выходных параметров протекающих процессов.
Особенности маркировки плазморезов
Выпускаемые промышленными предприятиями плазморезы можно разделить на 2 категории:
- агрегаты машинной резки;
- ручные.
Ручные резаки более доступны по цене при необходимости сборки своими руками. Производимые модели имеют специальную маркировку:
- ММА – аппарат предназначен для дуговой сварки с помощью индивидуального электрода;
- CUT – аппарат (плазморез) используется для разделки металла;
- TIQ — аппарат применяется для работ, где необходима аргонная сварка.
Производственные предприятия выпускают оборудование для резки металла:
- Профи CUT 40 (горелка РТ-31, допустимая толщина реза – 16 мм, расход воздушно-газовой смеси– 140 л/мин, ресивер объемом 50 л);
- Профи CUT 60 (горелка Р-80, допустимая толщина реза заготовки — 20 мм, расход воздушно-газовой смеси – 170 л/мин.);
- Профи CUT 80 (горелка Р. – 80, допустимая толщина реза заготовки – 30 мм, расход воздушно-газовой смеси – 190 л/мин.);
- Профи CUT 100 (горелка А-101, допустимая толщина реза заготовки – 40 мм, расход воздушно-газовой смеси — 200 л/мин.), ресивер объемом 100 л.
Изготовление плазмореза с ЧПУ своими руками
Плазморез оснащенный ЧПУ должен иметь унифицированную сборку, используя чертежи, выполненные на основе подготовленного технического задания изделия, куда входят:
- стол рабочий;
- передача ременная;
- блок управления функциями;
- элементы шаговые;
- направляющие линейные;
- система регулировки высоты реза;
- блок управления ЧПУ;

Схема 3. Чертеж устройства инвертора для плазменной резки.
Чертежи всех блоков плазмореза можно приобрести с учетом требуемой мощности и характеристик установки и финансовых возможностей или сделать своими руками при наличии опыта и знаний.
Для комплектования и сборки станка с ЧПУ необходимо, используя чертежи, изготовить ряд элементов:
- основание для сварки стола;
- собирается прочная рама с последующей окраской;
- крепятся опорные стойки;
- собирается водяной стол;
- устанавливаются крепления и сами рейки;
- монтируются направляющие линейные;
- монтируется облицовка стола;
- устанавливаются направляющие совместно с порталом;
- портал оснащается двигателем и сигнальными датчиками;
- монтируются направляющие, двигатель направляющей Y и зубчатая рейка регулирования позиционирования;
- монтируется направляющая с оснащением двигателем;
- монтируется сигнальный датчик поверхности металла;
- монтируется кран для удаления воды со стола;
- прокладываются соединительные кабели-каналы X.Z.Y;
- провода изолируются и закрываются с помощью облицовки;
- монтируется рабочий резак;
- собирается и монтируется устройство с ЧПУ.
Проведение операций по изготовлению и сборке плазмотрона с ЧПУ, должны выполняться только при наличии квалифицированных специалистов. Схема устройства (чертежи) должна включать все необходимые элементы, обеспечивающие высокое качество работы и безопасность выполнения резки металла. Оснащение предприятий оборудованием с ЧПУ позволяет повысить производительность труда и сложность выполнения операций. Сделать производственные процессы, выполняемые с помощью оборудования с ЧПУ более экономичными за счет повышения производительности труда и сокращения скорости обработки изделий.
Статьи по теме